MES系统是连接企业规划管理层与生产现场控制层的关键信息化平台,是构建数字化工厂的神经中枢。其主要职能在于对车间生产活动进行精准的计划、调度、执行、监控与追溯,实现从订单下达到产品完成全过程的透明化管理。通过实时采集、分析与反馈生产数据,MES有效填补了计划指令与底层控制之间的信息鸿沟,将宏观计划转化为微观作业指令,并驱动现场资源进行优化配置与高效协同,从而确保生产活动严格按照质量、效率、成本目标执行。

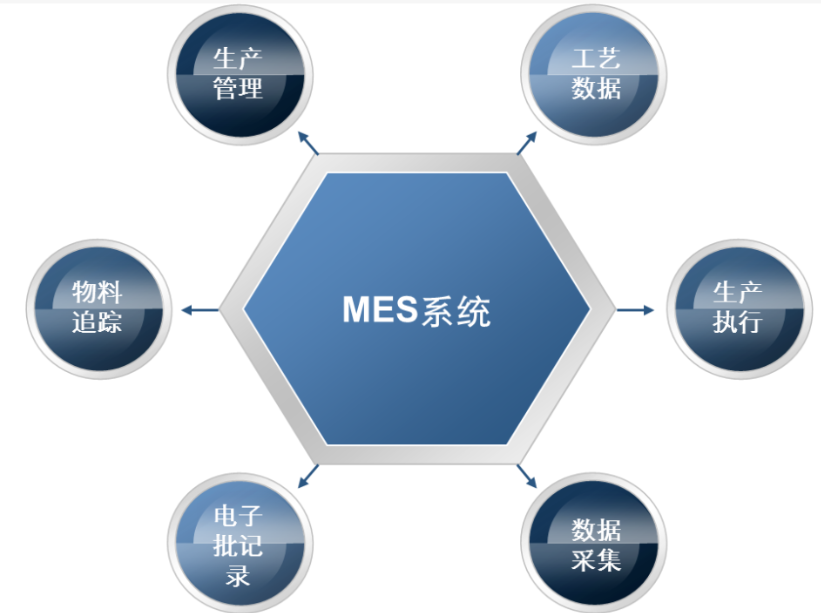
在功能层面,MES系统核心覆盖了生产调度、作业执行、物料管理、质量管理、设备监控与绩效分析等多个维度。它向下集成各类设备与控制系统,获取实时生产数据;向上与ERP等企业管理系统无缝衔接,接受生产计划与物料需求。通过动态调整,它能灵活响应订单变化、设备故障等异常;通过严格的工序管控与物料追溯,能确保产品质量与合规性;通过精准的工时、能耗与产出数据采集,为管理人员提供科学决策的数据支持,实现生产过程的可视、可控、可优化。
MES系统的实施与应用,标志着制造企业从传统经验驱动管理模式向数据驱动精细化管理模式的根本转型。它不仅优化了车间内部的资源配置效率,提升了交付准时率与产品质量一致性,更通过端到端的数据贯通,为企业持续改进、精益生产与智能制造奠定了坚实的数据基础。因此,MES系统已成为现代制造企业提升核心运营能力、构建数字化时代竞争力的关键基础设施。





